
Flame Resistant Conveyor Belt
Designed for safe conveying in fire-prone and underground environments.
Product Overview
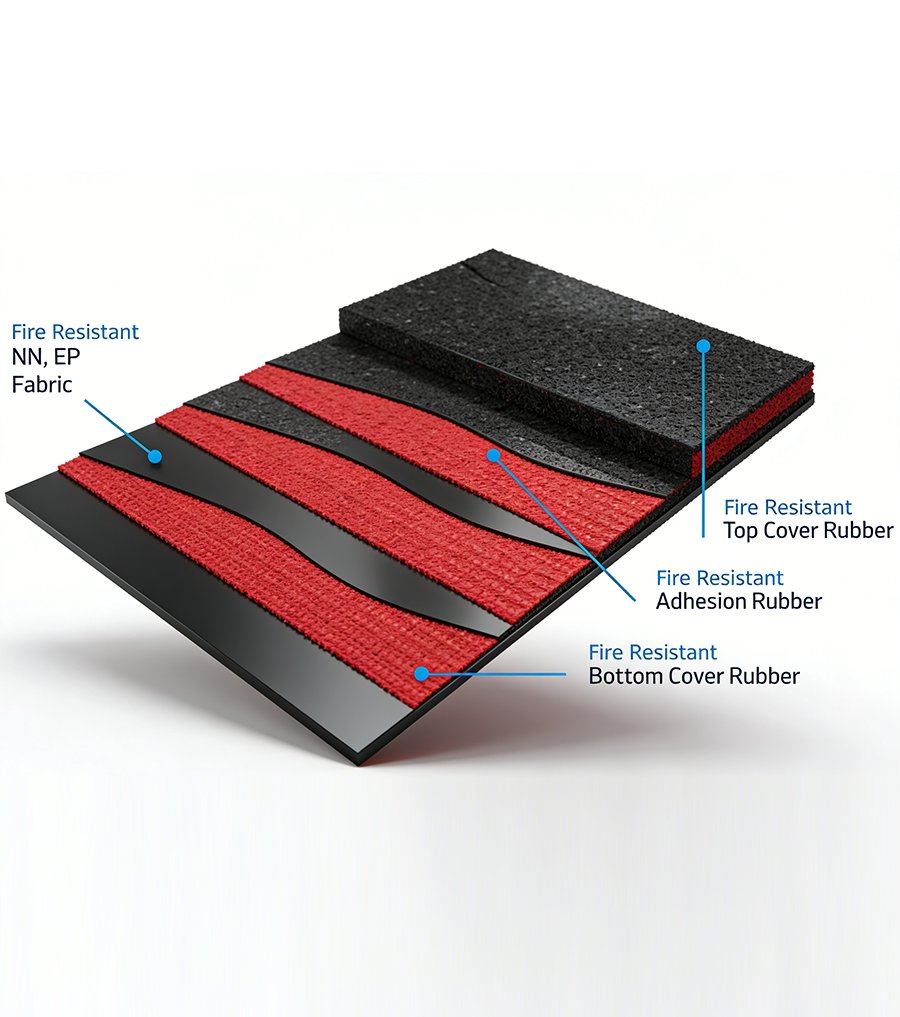
Flame resistant conveyor belts are specially designed for applications where fire safety is critical. They are made with special rubber compounds that can resist flame propagation and reduce fire risks during operation.
They are widely used in coal mining, underground mining and other industries where strict safety standards are required to ensure safe and reliable conveying.
Key Advantages

Excellent flame resistance and safety performance
Reduces fire hazards in high-risk environments
Suitable for underground and enclosed conveying systems
Cost-effective solution for general use
Reliable performance under demanding conditions
Available in customized specifications based on your project requirements.Available in different flame-resistant grades for various safety requirements.
Product Features & Capabilities
- Flame Retardant Rubber Compound
- Specially formulated to prevent flame spread and improve safety. High Safety Performance
- Designed for environments with strict fire protection requirements. Suitable for Underground Use
- Ideal for coal mines and enclosed conveying systems. Compliance with International Standards
- Can meet standards such as ISO, DIN and other safety requirements. Strong and Durable Structure
- Reinforced carcass ensures stable performance under heavy loads. Wide Application Range
- Used in mining, power plants and other industries with fire risk. Customizable Specifications
- Belt strength, thickness and structure can be tailored to project needs.

Why Choose JM Belt?
- Professional manufacturer of heavy-duty conveyor belts
- Strict quality control and testing system
- Customized solutions for global clients
- Fast delivery and reliable after-sales service

Need a Reliable Flame Resistant Conveyor Belt?
Contact us today for professional advice and competitive pricing.